Application Software
Investment Casting Optimization
PredictionProbe, Inc. (PPI) has undertaken a comprehensive program to demonstrate how probabilistic tools can be used for gas turbine components to be able to improve overall performance as well as reliability and total system cost.
This project focused on the manufacturing of an uncooled low-pressure gas turbine blade/rotor. Gas turbines are used in aircraft propulsion and land-based power generation/industrial applications around the world. Further, as we continue our endeavors to reach for higher levels of technical and cost performance, we must utilize physics-based models, data, and engineering knowledge to take full advantage of the digital capabilities available to us today. Predictive data analytics such as PPI’s, are one of the most critical factors to the future competitiveness and growth of our industrial base. To be successful, we must take the leap and function like we are operating in the 22nd Century.
Accelerated growth trends within the aerospace industry are pushing the Warfighter Theater for continued reduction of thrust specific fuel consumption (TSFC) for extended range for both sub-sonic and super-sonic flight. Cost effective solutions require higher system efficiencies as well as balanced part/component lives. The ability to reduce/eliminate variation in part dimensions, aerodynamic contours and metallurgical properties will allow us to improve target methods to deliver and control our manufacturing processes without compromise, so that we deliver the highest integrity parts and assemblies to legacy and future propulsion systems.
Performance and reliability based probabilistic analyses represents a fundamental building block to raise our awareness of a disciplined process control methodology within our manufacturing facilities. The results of this technical effort have demonstrated that by using process modeling and probabilistic techniques, dimensional variations and deviations for investment cast turbine airfoils can be notably minimized.
When looking at the entire value stream from 1) Conceptual-final design, 2) Raw material, 3) Conversion of the raw material to the part, 4) Machining and coating, to 5) Service and sustainment, we find that this technical task has demonstrated a general-purpose customizable process that can improve component and overall system performance while providing the opportunity to reduce the critical time to market for new product development.
The specifics of this Investment Casting Optimization project was to determine the technical feasibility of using PredictionProbe’s Probabilistic and Modeling Technologies in the investment casting manufacturing process to: 1) predict the size and dimensional variation of manufactured parts; 2) predict the dimensional deviation between the target and actual dimensions of the manufactured part; 3) identify the key process variables, the variation associated with these variables, and sources of uncertainties that contribute significantly to the manufactured parts dimensional variation and deviation; and 4) minimize the cast airfoil dimensional variation and/or deviation by redesigning the wax pattern tooling. PredictionProbe was the prime contractor for the project. PredictionProbe was supported by Arconic Howmet Research Center (Arconic) as subcontractor for the effort.
Based on these results, this technology should be validated through implementation and use across the entire value stream. As well, it should be shared with other industries as a collaborative effort. This will then result in optimized system designs for a truly integrated design and manufacturing system that compliments one another.
The success of the current effort has laid a solid foundation for the development of a general-purpose, systematic, scalable, and customizable process that can revolutionize the investment casting manufacturing process by providing the ability to quickly design tooling, determine target dimensions for mid-process products to minimize deviations, and select optimum values for process conditions. Application of such a process would improve turbine performance in the long run, and reduce the extensive time involved in the new product introduction cycle and minimize costly scrap.
The key elements of such a process will include: 1) development of an easy to use, systematic, comprehensive investment casting process model that can be customized as needed by the manufacturers; 2) determining the role of physics-based models, data, engineering judgement, and experience; 3) identifying the COTS software tools for: a) constructing physics-based models, b) performing probabilistic and statistical analyses, and c) integration tools; 4) determining methodologies and best practices for performing probabilistic analysis and robust design; 5) determining potential benefits, return on investment, and 6) demonstrating the technology by applying it to a more complex problem.
The schedule, costs and delivery time can be modified based upon priorities, technology needs, available resources, and required delivery time.
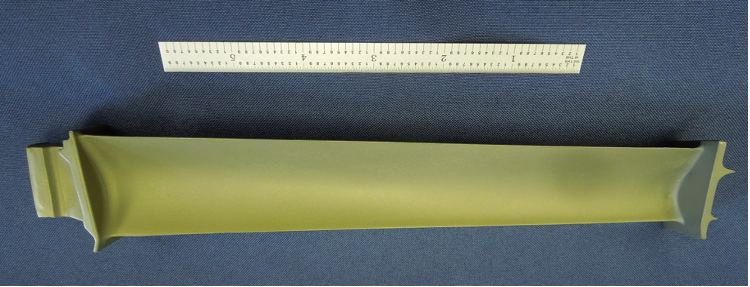
Figure 1.
Illustration of an Un-Cored, Low-Pressure Blade.
The dimensions of an un-cored, low-pressure (LP) blade (Figure 1) subject to variation of the following four process variables, during the wax pattern molding and handling, has been used to evaluate PredictionProbe’s Technology:
- Nozzle/Material Temperature;
- Pack Pressure;
- Residence Time (in tool after pack and before pattern removal); and
- Horizontal and vertical storage conditions.
All other process conditions will be maintained throughout the demonstration at constant, nominal levels. The effort made use of an existing tool and data:
- Aluminum LP blade wax pattern tooling
- Cavity Dimensions for the LP blade wax pattern tooling
- Target Values for pattern and casting Key Dimensions
- Key Variable Variations
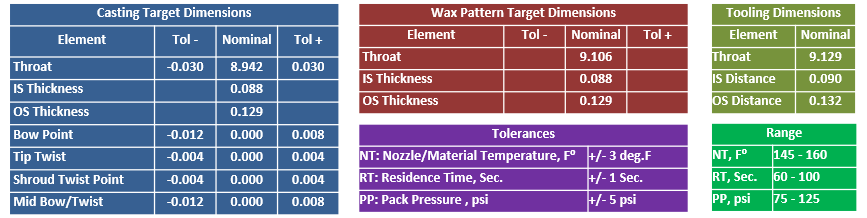
Figure 2.
Key Data Elements of the Demonstration.
A total of 19 Key Measurements were produced for each wax pattern and cast at the locations shown in Figure 2, from which the following seven were selected as Key Dimensions.
- Throat Length
- IS Thickness
- OS Thickness
- Bow Point
- Tip Twist Point
- Shroud Twist Point
- Mid Bow & Twist Deviations
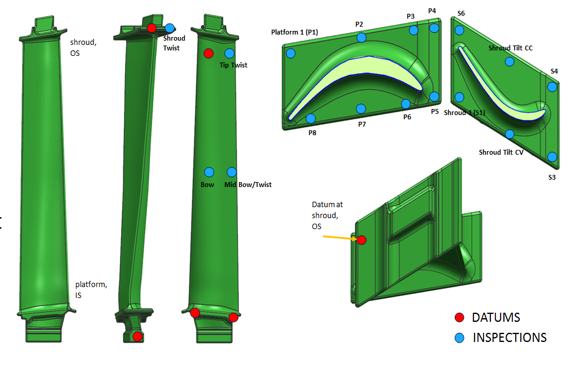
Figure 3.
Key Blade Dimensions and Inspection Points.
PredictionProbe designed 13 experiments (Figure 4) to produce the data for construction of empirical predictive models and verification and validation for this effort.
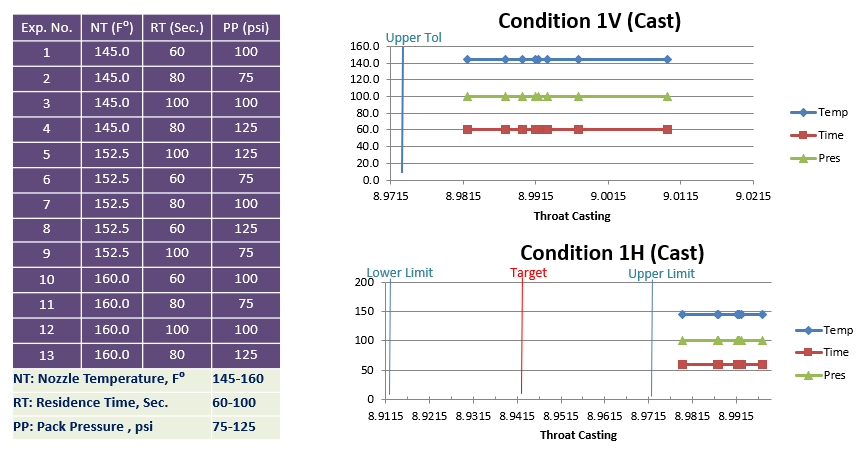
Figure 4.
Definition of the PPI Design of Experiments.
The uncertainty modeling effort within this demonstration is summarized in Figure 5.
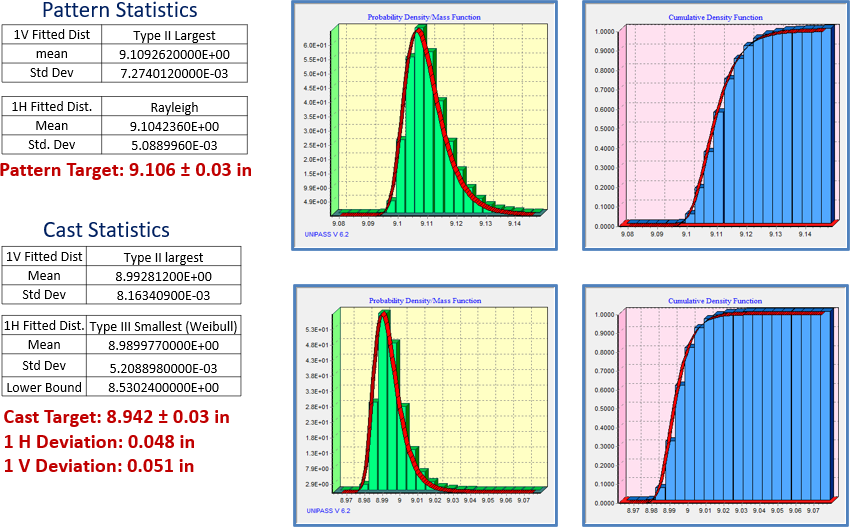
Figure 5.
Summary of the Uncertainty Modeling Effort.
As shown in Figure 6, PredictionProbe’s Technology predicted the Cast Throat Dimensions with less than 0.002% error (Figure 6). The prediction error for dimensional variation of the Cast Throat with vertical storage condition was 0.8 to 14% (the higher error in this case is due to the limited number of uncertainties considered in this study).
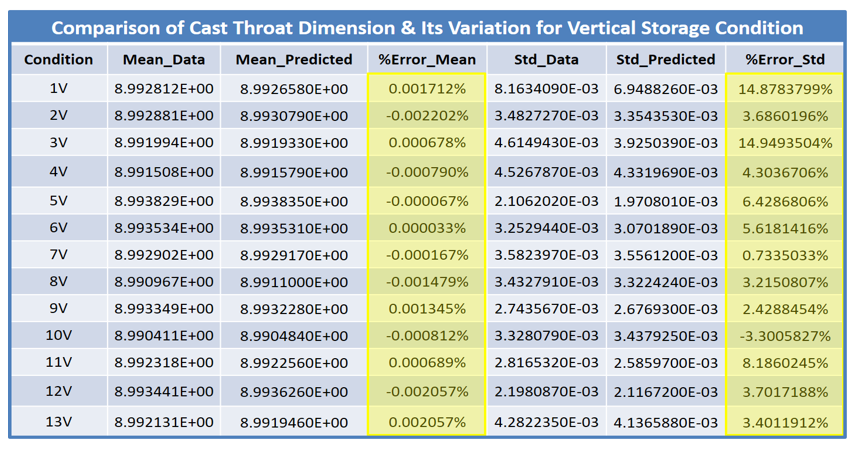
Figure 6.
Summary of PPI Size and Dimensional Variation Predictions (Cast Throat Dimensions).
As shown in Figure 7, the prediction error for casting dimensional deviation is less than 0.6% for the vertical storage condition.
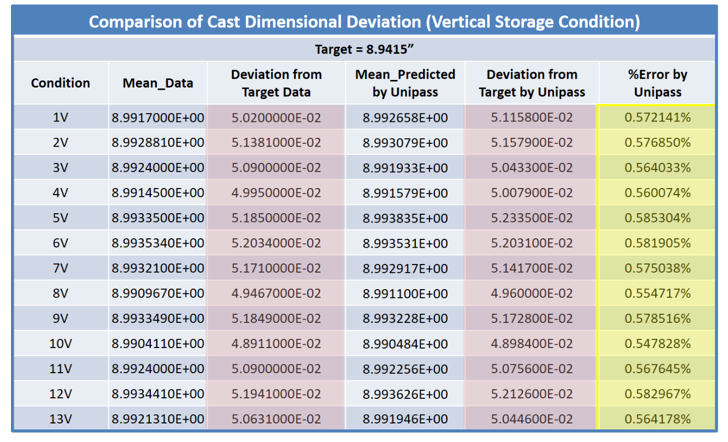
Figure 7.
Summary of PPI Size and Dimensional Variation Predictions (Vertical Storage Condition).
As shown in Figure 8, the robust design of the wax pattern tooling for vertical storage condition significantly reduced the cast dimensional deviation.

Figure 8.
Summary of the Robust Design of the Wax Pattern Tooling for Vertical Storage Condition.
The results of the robust design verification and validation are shown in Figure 9.
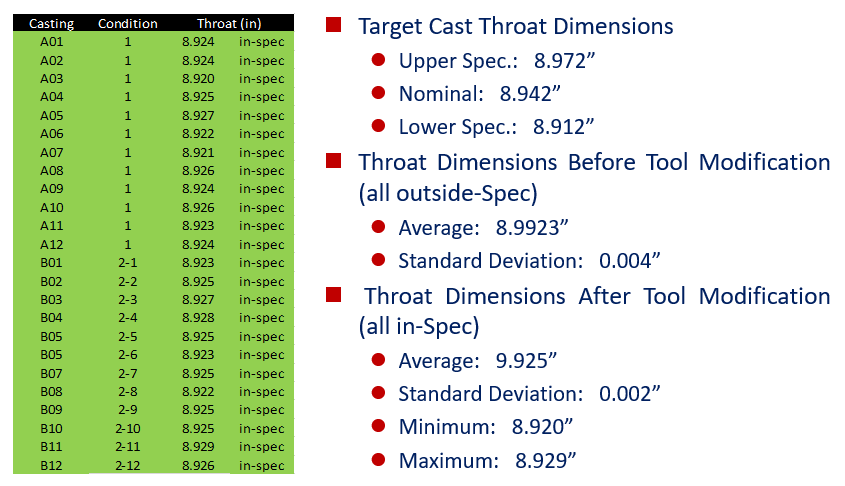
Figure 9.
Summary of the Robust Design Verification and Validation.